经验表明,最佳的砂带磨削只能通过高质量,特别选择的接触轮实现。
错误选择或错误使用接触轮会导致砂带性能不佳以及随后的低质量磨削结果。
硬度
橡胶或聚氨酯接触轮硬度的测量 肖氏硬度A
30° Shore A = 较软
40° Shore A = 软
60° Shore A = 中
80° Shore A = 硬
90° Shore A = 较硬
Plastiflex-和Permaflex接触轮。
硬度质量:“中等”,“柔软”和“特别柔软”。
橡胶,PU,Plastiflex和Permaflex涂层
这些材料非常适合干磨,湿磨或油磨,配合各种砂砾尺寸砂带类型,X或J带。
聚氨酯涂层
这种材料可抵抗机械磨损,抗油脂。
50° – 95° 肖氏硬度A
型号A8, A11
橡胶涂层
这种材料耐油和耐酸
30° – 90°肖氏硬度A
型号A66, A77, A970
海绵涂层
轻度打磨,防油和防水。
这些柔软的Plastiflex和Permaflex接触轮在长时间使用时显示出最小的磨损。 如压力过大会导致涂层加热并随之熔化,应该尽量避免这种情况。
型号A9, A90, A10, A100, A14, A15, A16
纺织涂层
纺织涂层是干打磨和特别精细加工的理想选择。 纺织涂层的优点是振动最小,运行时几乎没有噪音(分贝非常低)。
型号A1
回收
橡胶辊和接触车轮与铝芯可以用新的涂层来经济地再利用。 带塑料中心的接触轮不能重复使用和重新涂层。 出于这个原因,我们更喜欢倾向于带铝芯的接触轮,可以进行再循环利用。
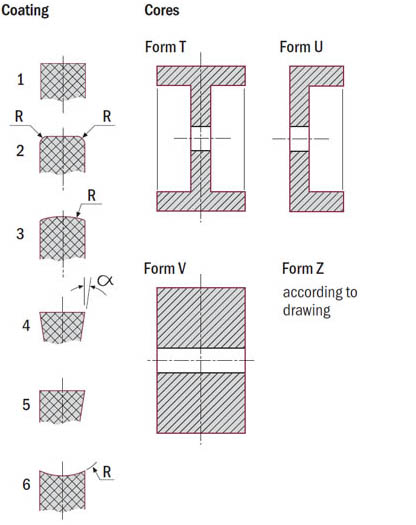
齿槽
齿槽越深越宽,磨料砂粒的作用越大,切削量越大。 平面涂层接触轮更适用于磨料更细的砂带。
齿槽2:精细,均匀的开槽,用于精细研磨
齿槽3:用于通用磨削的 准开槽(最常用的开槽)
齿槽6:“锯齿”开槽,用于粗磨

硬度
接触轮越硬,切削量越大。 接触轮应该与工件部分轮廓允许的硬度一致。 轮廓化的工件通常需要更柔软的接触轮。
涂层砂带
硬的接触轮,60°-90°,与粗X布基砂带一起使用。 较软的接触轮与弯曲或较软的J布基砂带一起使用。
接触轮表